Все наши материалы соответствуют европейским и американским нормам, касающимся прохождения / обработки воды для потребления человеком. ВСЕ НАШИ МАТЕРИАЛЫ СООТВЕТСТВУЮТ ЕВРОПЕЙСКИМ И АМЕРИКАНСКИМ НОРМАМ, КАСАЮЩИМСЯ ПРОХОЖДЕНИЯ / ОБРАБОТКИ ВОДЫ ДЛЯ ПОТРЕБЛЕНИЯ ЧЕЛОВЕКОМ.
CW614N/CW617N
Последнее предложение (евро/тонна):
25/12/2025
базисная цена
0.000,00
Tutti i materiali lavorati, presenti nella tabella sottostante, soddisfano la recente normativa europea e statunitense relativa al trattamento delle acque per il consumo umano.
НИЗКОЕ СОДЕРЖАНИЕ СВИНЦА
CW509L
CW510L
CW511L
CW610L
БЕЗ СВИНЦА
CW509NL
CW510NL
CW511NL
УСТОЙЧИВОСТЬ К КОРРОЗИИ
CW625N
CW626N
СТАНДАРТНЫЙ ЛАТУННЫЙ СПЛАВ
CW614N
CW617N
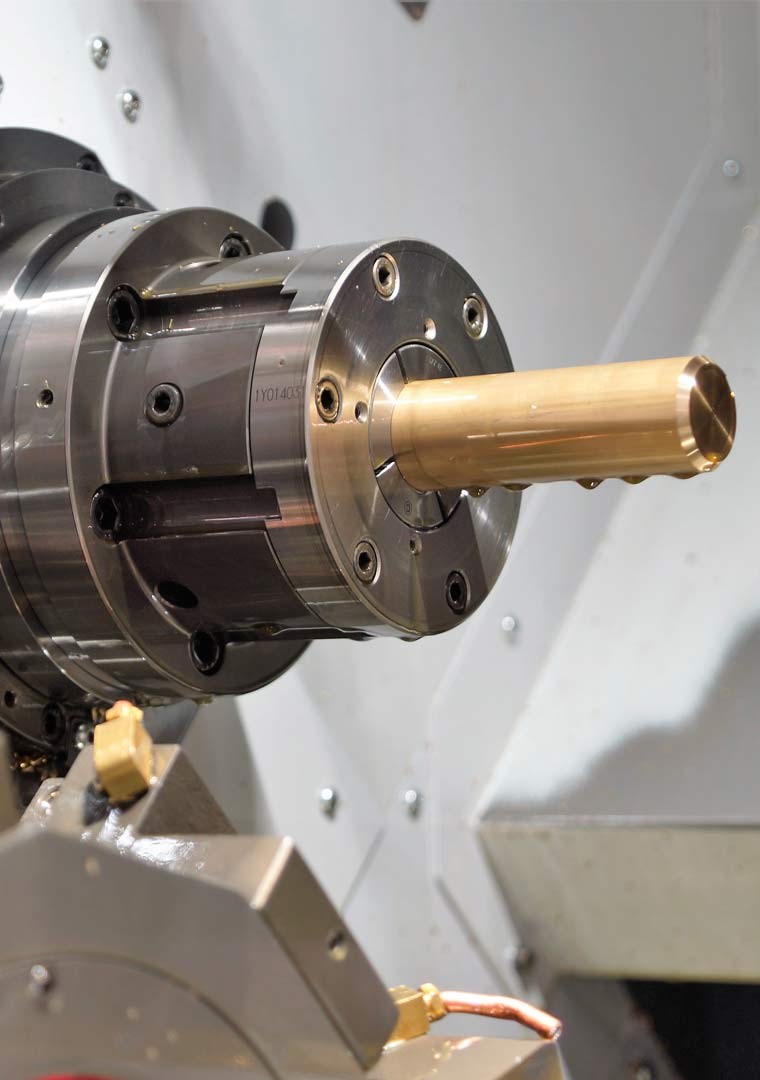
Токарная обработка
МНОГОШПИНДЕЛЬНЫЙ ОТДЕЛ
Производство небольших точеных металлических деталей Eredi Bossini используется в самых различных секторах. Eredi Bossini располагает парком новых или отремонтированных станков с автоматической подачей прутков. токарные станки этого отдела используются для больших производств.
техника
8 многошпиндельных токарных станков SCHUTTE
3 Shutte SG18, 6 шпинделей Ø макс.20 мм;
3 Shutte AG20-AF32 n 8 шпинделей Ø 25-40 мм;
3 SF32 6 шпинделей Ø макс. 40 мм
3 1 SCY8 CNC UTIMAC n. 8 mandrini Ø max 42 mm
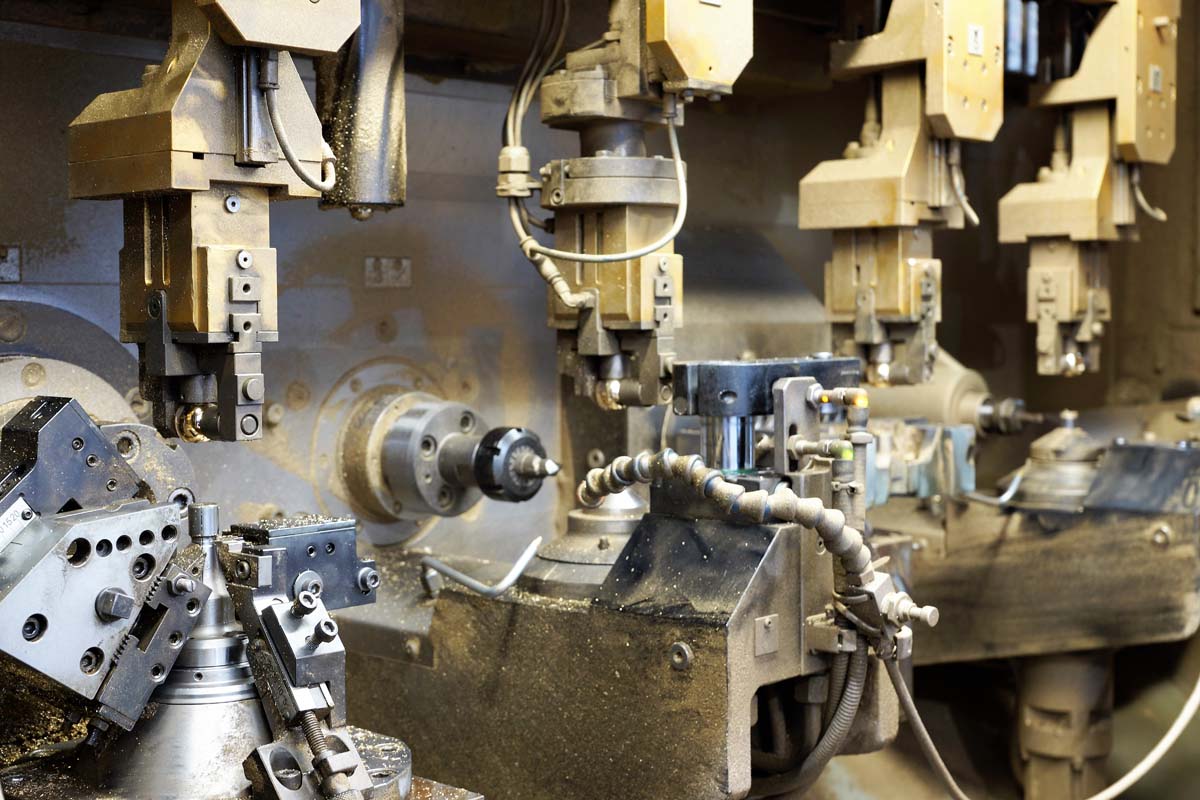
Токарная обработка
Одношпиндельное отделение
Этот специальный отдел Eredi Bossini использует высокотехнологичное оборудование, которое позволяет постоянно контролировать весь производственный цикл. В этом цехе выполняются мелкие производства и макетирование.
техника
19 одношпиндельных токарных станков:
1 Nakamura-Тоme WT300Y Ø макс 104 мм
1 Citizen Miyano BNE 51Y Ø макс. 51 мм
3 Citizen M32 Y раздвижные передние бабки Ø макс 34
6 Citizen L20 раздвижные передние бабки Ø макс.20
3 Citizen K16 раздвижные передние бабки Ø макс 16 мм
3 Index ER60-75 фиксированные передние бабки Ø 60-75 мм
1 Citizen L32 LFW Ø max 33 mmIndex B42-C29 фиксированные передние бабки Ø 30-42 мм
1 Citizen D25 VIII Ø max 23
1 Nexturn 20-32 Ø max 19 – 31
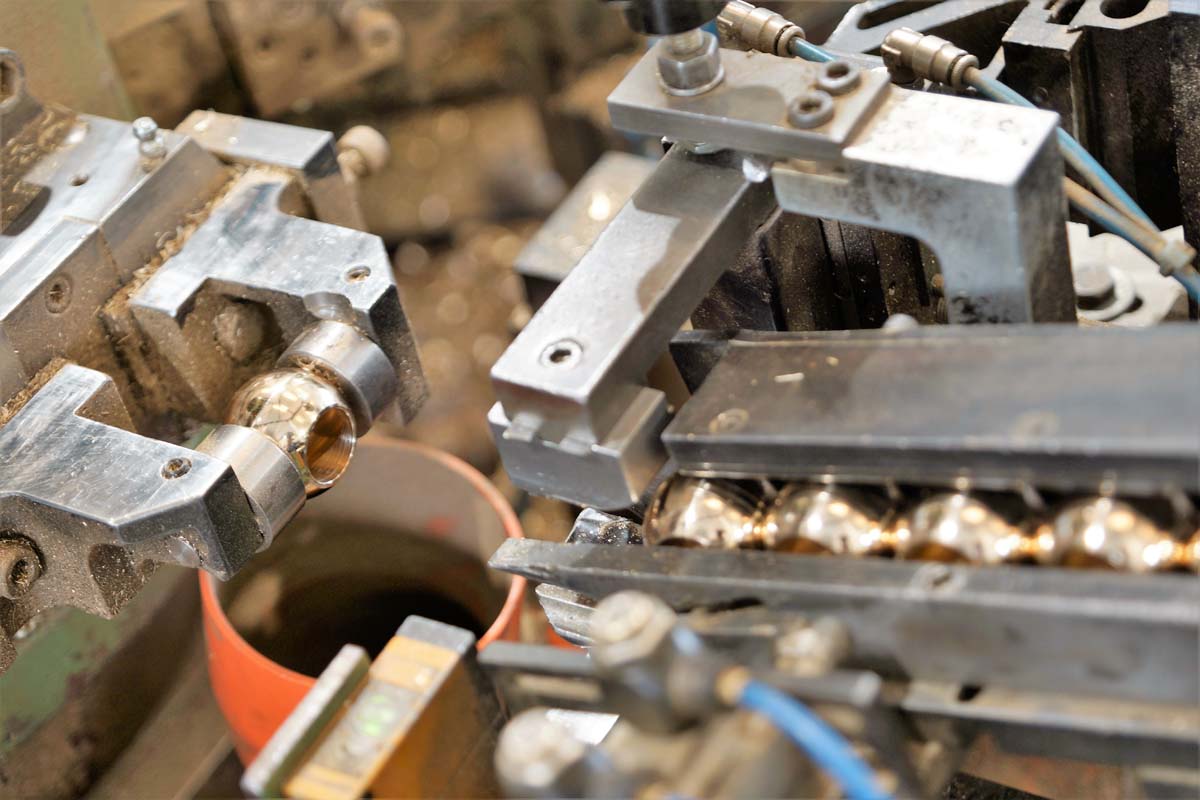
Шары
Маленькие и большие сферы
В этом цехе фрезерование, алмазное покрытие и сверление выполняются на шаровых кранах, поступающих из токарного цеха. Для вышеуказанных процессов используются сверлильные, алмазно-отрезные и передаточные станки. В этом цехе обрабатываются шары для клапанов размером от 10 мм до 30 мм. Полученный таким образом продукт готов к отправке или отправке на хромирование по запросу заказчика. Многочисленные машины постоянно контролируются, чтобы гарантировать соблюдение требуемых параметров обработки.
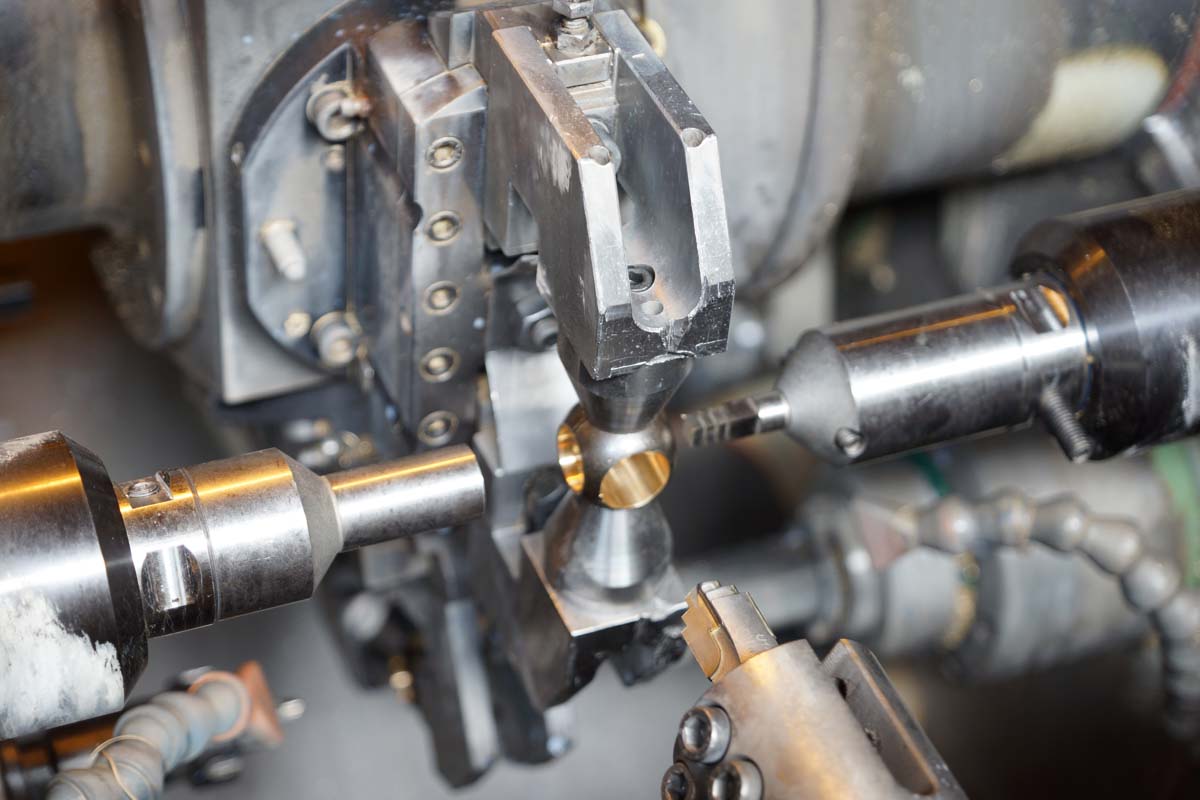
Шарики для клапанов большого диаметра получают не обработкой латунных стержней, а методом литья. В Eredibossini создан отдел с двумя полностью автоматизированными обрабатывающими центрами, которые производят готовую деталь, начиная с заготовки, полученной путем формования. Эти обрабатывающие центры выполняют операции сверления, фрезерования и алмазного покрытия шариков для клапанов диаметром от 31 до 82 мм.




{kind=link}
{kind=link}
{kind=link}


{kind=link}
{kind=link}
{kind=link}





{kind=link}
{kind=link}
{kind=link}
