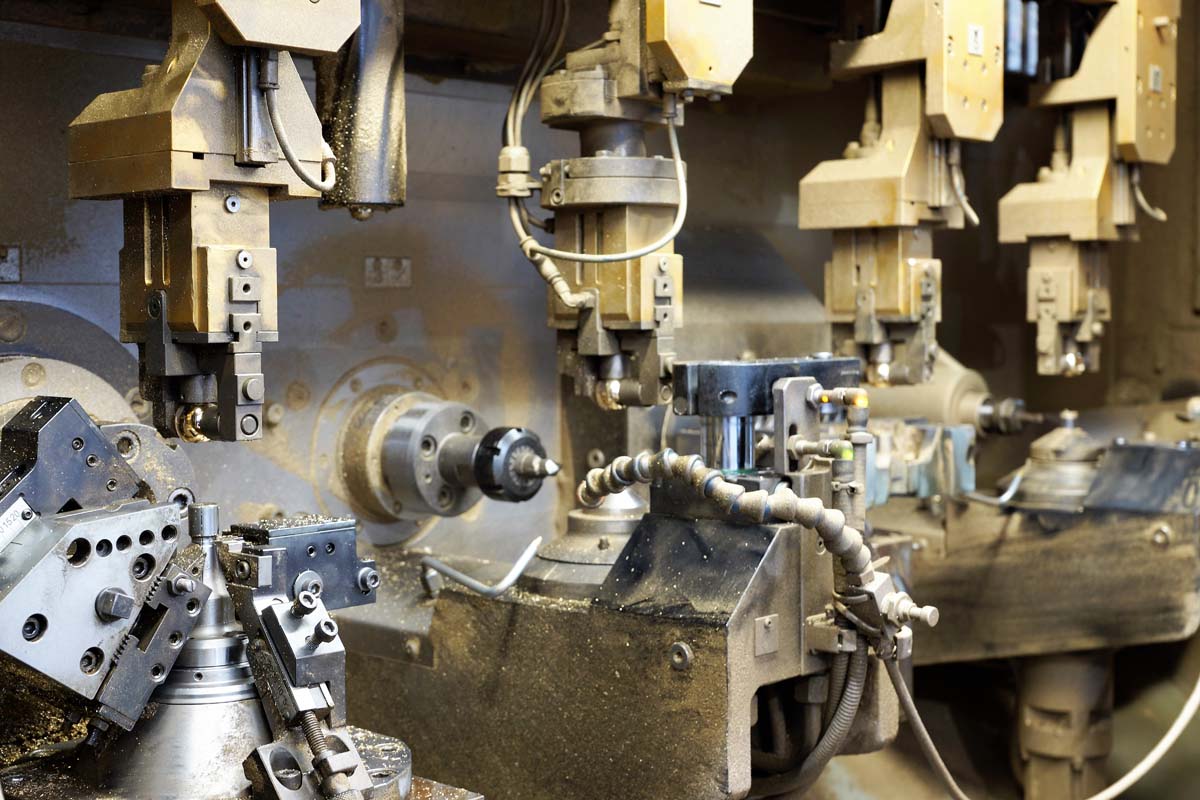
Eredi Bossini realizza particolari torniti in ottone destinati all’impiego in vari settori, con macchine nuove, tutte con alimentazione automatica di barra. I torni di questo reparto vengono utilizzati per grandi produzioni.
Macchinari a disposizione 8 con lavorazione da Ø 5 a Ø 42 mm.
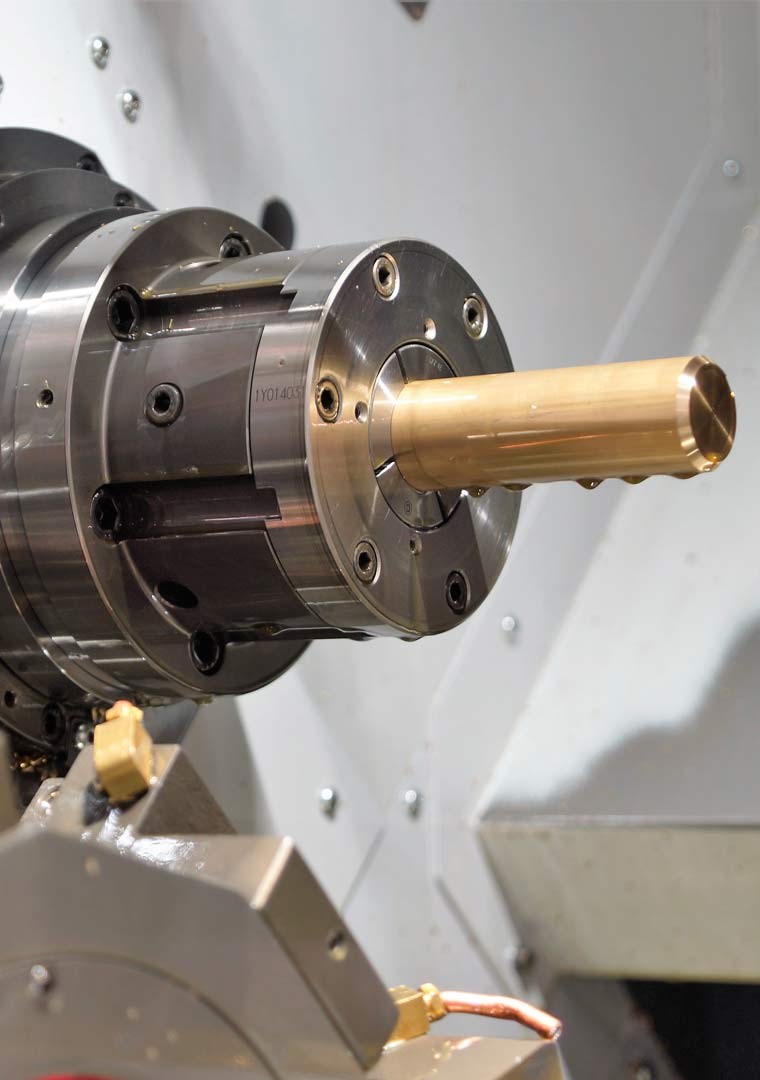
Reparto Monomandrino
Questo speciale reparto della Eredi Bossini si avvale di strumentazione di alta tecnologia che permette di avere un costante controllo dell’intero ciclo produttivo. Le piccole produzioni e le prototipazioni vengono effettuate in questo reparto.
Torni a disposizione 22 con un passaggio barra fino a Ø 104mm.
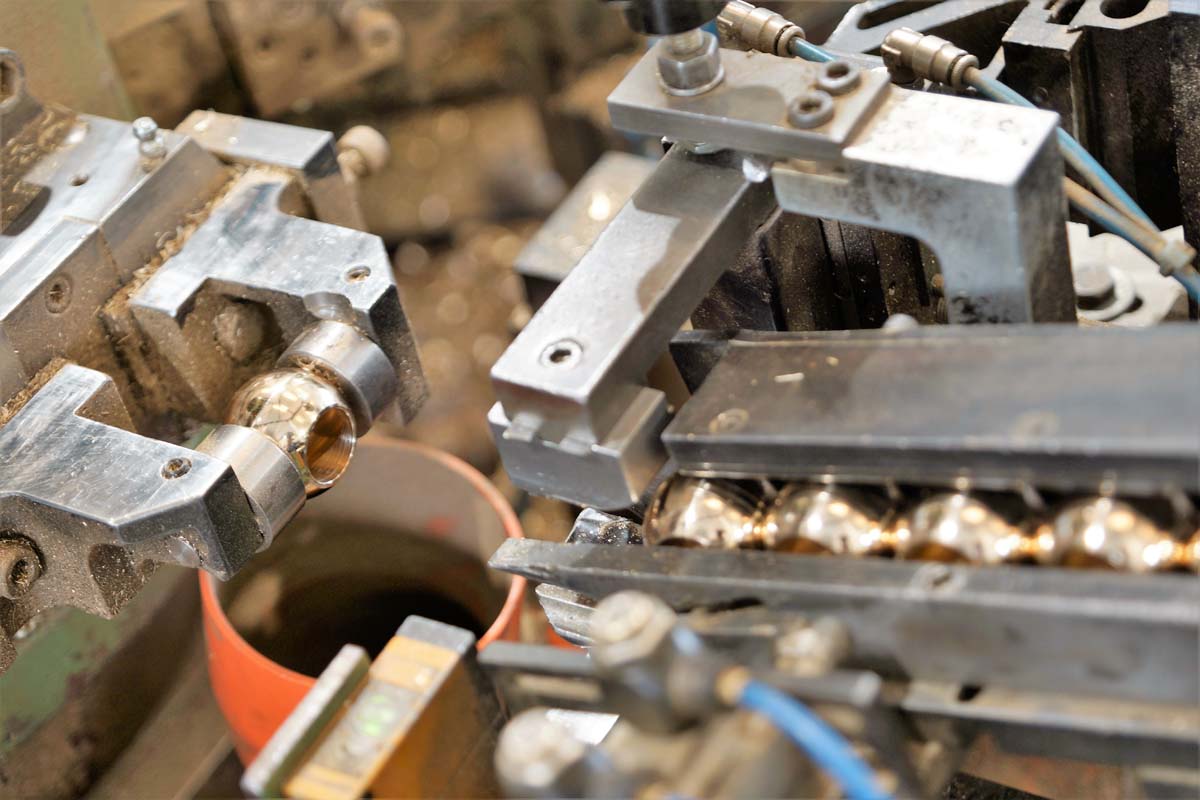
Sfere
In questo reparto vengono eseguite le operazioni di fresatura, diamantatura e foratura sulle sfere per valvole provenienti dal reparto di tornitura. Per le suddette lavorazioni vengono impiegate foratrici, diamantatrici e transfer. In questo reparto vengono lavorate sfere per valvole aventi dimensione compresa tra 10 mm e 80 mm. Il prodotto così ottenuto è pronto per essere spedito, o per essere inviato alla cromatura qualora richiesto dal committente. Le numerose macchine presenti vengono costantemente monitorate al fine di assicurare il rispetto dei parametri di lavorazione richiesti.
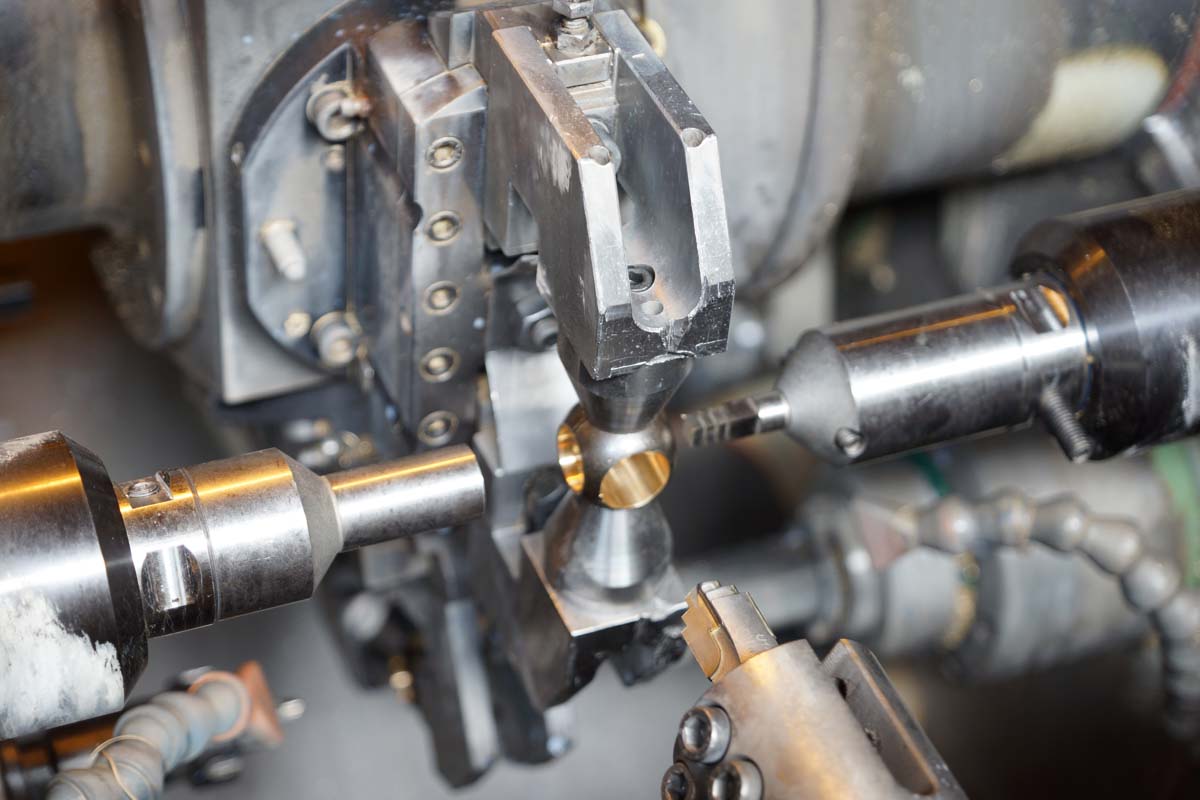
Le sfere per valvole di grande diametro non sono ottenute dalla lavorazione di barre d’ ottone, ma sono realizzate per stampaggio. Eredi Bossini ha approntato un reparto con due centri di lavoro completamente automatizzati che realizzano il pezzo finito partendo dal grezzo ottenuto per stampaggio. Questi centri di lavoro compiono le operazioni di foratura, fresatura e diamantatura su sfere per valvole con diametri che vanno da 31 a 82 mm.
Lavorazioni
Materie Prime
La principale materia prima utilizzata è l’ottone, si tratta di una lega metallica a base di rame e zinco, con prevalenza di rame, cui si aggiungono quantità varie di altri elementi come il manganese, il ferro, l’alluminio, lo stagno, che ne migliorano le proprietà meccaniche e la resistenza agli agenti atmosferici. È usato per la sua durezza e resistenza alla corrosione.
CW614N/CW617N
Ultima quotazione (€/ton) del:
30/06/2025
Prezzo base
€ 6.870,00
Tutti i materiali lavorati, presenti nella tabella sottostante, soddisfano la recente normativa europea e statunitense relativa al trattamento delle acque per il consumo umano.
{kind=link}
{kind=link}
{kind=link}
{kind=link}


{kind=link}
{kind=link}
{kind=link}
{kind=link}






{kind=link}
{kind=link}
{kind=link}



